






Обновленный метод формовки концов труб.Обновленный метод формовки для ускорения процесса обработки концов труб.


Поскольку мы хотим сделать формовку концов труб ещё более эффективной и простой, мы полностью переработали наши отбортовочные станки UMR. Очень простая смена инструмента теперь обеспечивает наикратчайшее время обработки; программирование и электронный контроль минимизируют вмешательство оператора. Мы также значительно улучшили результаты обработки поверхности с помощью наших новых решений; кроме того, теперь не имеет значения, обрабатываются шовные или бесшовные трубы. 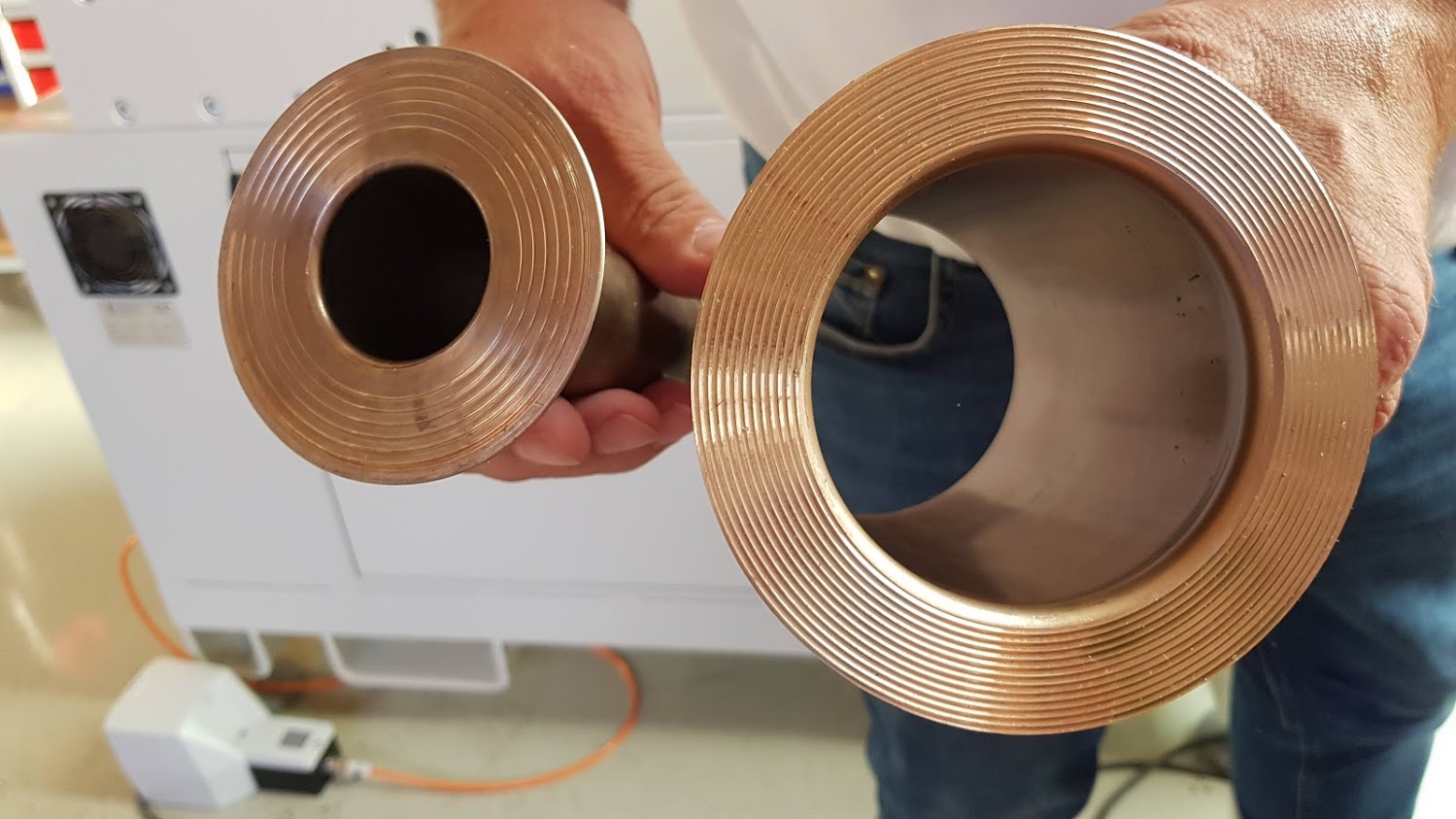 Во время формовки мы используем два метода: вращение и обкатка. Таким образом, например, станок для роликовой формовки позволяет формовать разнообразные формы на конце трубы, включая очень точные редуцированные концы или зиги, а также полировать при этом поверхность и создавать острые и точные углы и радиусы. Одновременно с этим может быть нарезана и резьба.
Электронный предварительный выбор геометрии формовкиУправление – электрическими сервоприводами, положение упора, ход шпинделей и форма обработки можно выбрать с пульта управления. Параметры материала и желаемой формы сохраняются и могут быть вызваны из меню. Станок выполняет формовку практически независимо, после определения размера трубы соответствующими параметрами процесса. Длина зажима для обработки труб составляет 1 x диаметр трубы или менее. Таким образом, формовка почти всегда может быть сделана близко к гибу. |


| На главную Карта сайта |
©1993-2021 АО ИНДУСТРИЯ-СЕРВИС (495) 627-5785 box@ndt-is.ru |